Erema erweitert sein Portfolio für PET-Recyclinglösungen. Die Entwicklung überzeugt durch hocheffiziente Dekontamination, Kompaktheit und geringen Energieverbrauch.
Auf der Petnology Konferenz am 26. und 27. November 2018 in Paris präsentierte der österreichische Maschinen- und Anlagenhersteller Erema seine neue Vacunite-Technologie. Sie kombiniert das Bottle-to-Bottle-Verfahren „Vacurema“ mit der Vakuum-unterstützten „Solid State Polycondensation“ (SSP) von Polymetrix. Das Besondere dabei: Alle thermischen Prozessschritte laufen unter Stickstoffatmosphäre ab. Ergebnis ist laut Erema ein in seiner Qualität einzigartiges rPET-Granulat, das sowohl die gesetzlichen Vorgaben als auch die Anforderungen führender Brand-Owner für die Lebensmitteltauglichkeit übertrifft.
Wie Business Development Manager Christoph Wöss bei Erema ausführt, liefert die Vacunite-Technologie die Antwort auf die Herausforderungen, denen sich das PET-Recycling künftig stellen muss: „Das wachsende Bekenntnis der Gesellschaft zum bewussten Umgang mit Kunststoff führt dazu, dass sowohl politische Vorgaben als auch Selbstverpflichtungen namhafter Getränkemarken eine deutliche Erhöhung des Rezyklat-Anteils in Endprodukten fordern. Zur Erfüllung dieser Vorgaben muss insgesamt mehr Material von je nach Sammelsystem unterschiedlicher Qualität recycelt werden, während zugleich die großen Brands ihre Anforderungen an die produzierten Rezyklate immer noch strenger ansetzen.“
Verfärbungen können ausgeschlossen werden
Im Fokus der Weiterentwicklung der PET-Recyclingtechnologie stand deshalb das Ziel einer nochmaligen Qualitätsverbesserung, „das eindrucksvoll erreicht wurde. Vacunite vereint das Beste des technisch Möglichen“, ist Wöss überzeugt. Durch den Prozessablauf unter Stickstoffatmosphäre können Verfärbungen von Flakes und Pellets weitgehend ausgeschlossen und Zusätze, die in der Schmelze zu ungewollten Reaktionen führen könnten, zuverlässig entfernt werden. Weiterer Vorteil von Vacunite: Die Vakuumunterstützung dient der Reinigung des Stickstoffes, der dadurch wieder dem vorhergehenden Prozessschritt zugeführt werden kann, was wiederum den Stickstoffverbrauch reduziert. Um Verunreinigungen der Preforms zu vermeiden, werden vor der Abfüllung etwaig verbliebene Staubpartikel von den Pellets entfernt. „Vakuum-unterstützt und unter Stickstoffatmosphäre entstehen rPET-Rezyklate, die alle bestehenden Vorgaben für den Lebensmittelkontakt, auch jene der großen Getränkemarken, bei Weitem übertreffen“, betont Wöss.
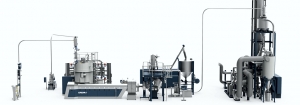
Und Vacunite zeichnet sich nicht nur durch die Output-Qualität aus: Die Anlage besticht den Angaben nach auch durch ihre vergleichsweise kompakte Bauweise, einen geringen Energieverbrauch und durch im Vergleich zu Vakuum SSP-Anlagen deutlich weniger Wartungsaufwand. Je nach Maschinentyp ist für den SSP-Teil eine Bodenfläche von 50 bis 60 Quadratmetern ausreichend. Auch in Bezug auf Höhe und Unterkonstruktion gestalte sich die Dimensionierung der Maschinenhalle weniger aufwendig als bei anderen SSP-Lösungen. Der Energieverbrauch der Vacunite für den gesamten Produktionsprozess – vom Flake bis zum finalen Granulat – liege bei lediglich 0,35 Kilowattstunden pro Kilogramm.
„Mit Vacunite bieten wir unseren Bottle-to-Bottle-Kunden ergänzend zum bestehenden Portfolio eine neue Technologie, die von der technischen Performance bis zur Rezyklat-Qualität auf allen Ebenen neue Maßstäbe setzt“, fasst Manfred Hackl, CEO Erema Group, zusammen und fügt hinzu: „Das Interesse daran ist groß. Noch vor der offiziellen Produktvorstellung hat sich in Europa bereits ein erster Kunde für eine Vacunite-Recyclinganlage entschieden.“
Foto: Erema Group GmbH
(EU-Recycling 01/2019, Seite 34)