
Metallurgische Verfahren wie Hochofenprozess, Corex-Prozess, Elektrolichtbogenverfahren oder Direktreduktionsverfahren basieren auf gasdurchströmten Materialbetten. Die durch den Gasstrom mitgerissenen feinen Partikel müssen anschließend aus den Prozessgasen gefiltert werden. Dazu kommen Trockenfilter und/oder Nassabscheider für die Abgasreinigung in den Stahlwerken zum Einsatz.
Beispielhaft wird im Folgendem der Einsatz des HAVER SCARABAEUS im Recycling von Stahlwerksreststoffen, Walzwerkstäuben sowie Schlacken dargestellt. Da diese Stoffe signifikante Anteile an Zink und Blei enthalten, kann die direkte Wiederverwendung dieser Reststoffe in der primärmetallurgischen Produktion problematisch sein. Einige dieser Materialien werden deponiert, der Großteil jedoch zu verwendungsfähigen Zink, Nickel, Molybdän oder Chrom recycelt.
 [1]
[1]Foto: HAVER NIAGARA GmbH
Jährlich fallen weltweit ca. 6,75 Mio. t Stäube aus Elektrolichtbogenprozessen an, darin sind durchschnittlich ca. 1,6 Mio. t wertvolles Zink enthalten. Noch vor wenigen Jahren war die Deponierung dieser Stäube und Schlämme das Mittel der Wahl. Die erheblichen Mengen der darin enthaltenden Wertstoffe beförderten jedoch ein Umdenken der Strategie hin zur vermehrten industriellen Verwertung, sodass nur noch wenige Restmengen auf Deponien zwischengelagert bzw. entsorgen werden. Für das Recycling stehen derzeit weltweit ca. 35 Wälzöfen mit einer durchschnittlichen Kapazität von 75.000 t pro Jahr zur Verfügung. Diese verarbeiten jedes Jahr 3,4 Mio. t Lichtbogenofenstaub [1].
Die sehr kleinen Partikelgrößen der Stäube und Schlämme verursachen einen erhöhten Aufwand hinsichtlich der Transport-, Lager- und Verarbeitungseigenschaften. Durch geeignete vorgeschaltete Aufbereitungsprozesse wie der Agglomeration, lassen sich diese Eigenschaften entscheidend verbessern und ermöglichen eine Rückführung der Materialien in den metallurgischen Prozess. Der HAVER SCARABAEUS – Pelletierteller eignet sich dabei hervorragend, um feine Partikel in größere Agglomerate mit definierter, enger Partikelgrößenverteilung zu überführen [2].
Im Zinkrecycling werden zinkhaltige Rückstände mithilfe von Kohlenstoffträgern in Drehöfen, dem sogenannten Wälzofen reduziert. Zink und Blei sublimieren und werden anschließen im Gegenstromverfahren mit Hilfe des Luftstroms reoxidiert und in der nachgeschalteten Abgasreinigungsanlage abgetrennt. Bei dem Wälzprözess genannten Verfahren zur Herstellung von Wälzoxid wird Kalk u.a. als Schlackenbildner verwendet. Vor dem Wälzprozess werden die zinkhaltigen Stäube und Schlämme (ca. 74 Ma-%) mit Kohle (ca. 19 Ma-%) und Kalk (ca. 7 Ma-%) homogenisiert und pelletiert. Durch die Bindung der feinen Stäube und Schlämme werden verbesserte Transport- und Lagereigenschaften und vor allem deutlich verbesserte Verarbeitungseigenschaften im Wälzofen erreicht.
Bedingt durch das Gegenstromverfahren (Material- und Luftstrom) besteht die Gefahr der Kontamination des Produktes durch unverarbeiteter Stäube. Durch die Pelletierung im HAVER SCARABAEUS® und der Erzeugung einer definierten Partikelgröße kann dem entgegengewirkt und der Wälzprozesse optimiert werden. Typischerweise zeigen die Pellets einen Feuchtigkeitsgehalt von ca. 14 Ma-% bei einer Zielkorngrößenbereich von 4 bis 8 mm. Die Kapazität des HAVER SCARABAEUS® im Recyclingbereich beträgt ca. 50.000 bis 150.000 t/a.
 [2]
[2]Foto/Grafik: HAVER NIAGARA GmbH
Bereits 2010 entwickelte HAVER ENGINEERING GmbH ein Pelletierverfahren zur Anpassung der Partikelgrößenanforderungen des Wälzofenprozesses [4]. Ein Jahr später lieferte die HAVER NIAGARA GmbH einen HAVER SCARABAEUS SC 4200 für diesen Prozess an einen Kunden in Deutschland aus. Die Altanlage beinhaltete einen Intensivmischer, welcher die zugeführten Materialien homogenisierte. Um die Ofenkapazität und die Wälzoxidleistung zu optimieren, entschied sich der Kunde die Anlage zu erweitern und Agglomerate im HAVER SCARABAEUS herzustellen. Dadurch konnte eine verbesserte Reaktion des Prozessgas im Ofen aufgrund der höheren Gasdurchlässigkeit der Pelletschüttung erreicht werden. Weiterhin kann die enge Partikelgrößenverteilung des Produktes während des kontinuierlichen Betriebs variiert werden. Dadurch konnte die Wälzoxidleistung durch die Kombination aus Mischer und Pelletierteller mit einer Kapazität von ca. 17 t/h deutlich gesteigert werden.
Ziel des Projekts war es, den Gesamtdurchsatz des Wälzofens zu erhöhen und die Zinkrückgewinnung zu optimieren. Durch die Pelletproduktion wurden die geforderten Ziele nicht nur erreicht, sondern sogar übertroffen.
Die Grundidee des Kunden war durch Verwendung eines Agglomerats mit hoher Porosität, eine schnellere Diffusion des Prozessgases in den inneren Kern der Agglomerate zu fördern. Der Vergleich der Eigenschaften der Agglomerate aus einem Intensivmischer und Agglomeraten, welche in einem Pelletierteller erzeugten wurden, zeigt u.a. Unterschiede in der Rohdichte der Agglomerate. Durch den höheren Energieeintrag der Mischorgane weisen die im Mischer erzeugten Pellets eine höhere Dichte auf. Ebenfalls ist die Partikelgrößenverteilung bei einer Mischgranulation breiter als bei der Agglomeration im Pelletierteller, mit seinem ausgeprägten Segregationseffekt. Die Prozesskammer des HAVER SCARABAEUS® besteht aus einem geneigten, rotierenden, flachzylindrischen Prozessraum. Durch die Rotation wird das feine Material bis zum obersten Punkt des Tellers mitgenommen und rollt dann auf dem Materialbett ab. Durch die Materialabrollbewegung im Teller kommt es unter Zugabe von Wasser zu Keimbildung und Partikelwachstum infolge dieser Bewegung. Dabei entstehen typischerweise Pellets mit einer sehr engen Partikelgrößenverteilung, welche durch den Segregationseffekt kontinuierlich über den Rand des SCARABAEUS® ausgetragen werden.
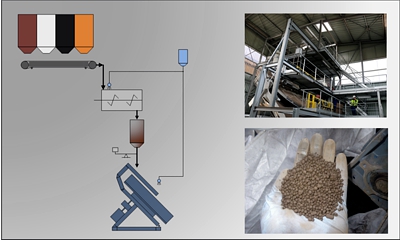
 [3]
[3]Schema des Wälzprozesses [3] (Grafik: HAVER NIAGARA GmbH)
In den folgenden Jahren wurde dieser Prozess an vergleichbare Verfahren angepasst. Pelletierteller mit Durchmessern von 2,2 m bis 5,2 m finden sich heute in Recyclinganlagen für Stahlwerksreststoffe.
HAVER & BOECKER NIAGARA unterstützt seine Kunden bei der Entwicklung und Optimierung ihrer Prozesse, Maschinen und Anlagen. HAVER ENGINEERING verfügt über ein Labor mit verschiedenen Aggregaten der Agglomeration. Ziel des HAVER Process Engineering ist es, den technischen Anforderungen der Kunden gerecht zu werden und zudem die Erträge der Kunden zu erhöhen.
[1] Noël Masson, Pascal Briol, PBSIM & BFS Consulting Engineering; Zinc One Resources Inc.: A Brief Summary of Zinc Oxide Processing Methods Available for the Bongará Deposit. 2017
[2] Eberhard Gock et al; Verwertung von deponierten eisenreichen Filterstäuben der Stahlindustrie durch Pelletierung. Recycling und Rohstoffe. 2013
[3] Eckhard von Billerbeck et al; Verarbeitung von Filterstäuben aus der Elektrostahlerzeugung im Wälzprozess. Mineralische Nebenprodukte und Abfälle. 2014
[4] Jan Lampke et al; Solid and compact. Aufbereitungstechnik 03/2011. 2011
Quelle: HAVER & BOECKER NIAGARA