
BHS-Sonthofen liefert Biogrinder für Bioabfall-Aufbereitungsanlage
Seit Mai 2019 läuft die neue Biomüll-Aufbereitungsanlage des Zweckverbands für Abfallwirtschaft Kempten (ZAK). Technik für insgesamt rund 2,8 Millionen Euro sorgt nun dafür, dass Bioabfall und Grünschnitt optimal von Fremdstoffen befreit und dann fermentiert werden können.
Um bei letzterem ein optimales Ergebnis zu erzielen, müssen die pflanzlichen Bestandteile effektiv aufgeschlossen werden: Ein BHS-Sonthofen Biogrinder ist daher zur Aufbereitung und Zerfaserung des Materials im Einsatz. Er zeichnet sich durch geringen Stromverbrauch bei sehr guten Aufschlussergebnissen selbst bei schwierigem Ausgangsmaterial aus.
Die Anlagen des ZAK umfassen eine Vergärungsanlage für Grün- und Bioabfälle, ein Kompostwerk für Grünabfälle sowie das Müllheizkraftwerk in Kempten. Rund 25.000 Tonnen Grün- und Bioabfälle werden in der Vergärungsanlage pro Jahr verarbeitet. Diese werden zur Biogasherstellung genutzt, mit insgesamt drei Millionen Normkubikmetern jährlichem Biogasertrag. Dafür wurde vom Anlagenbauer Komptech eine neue Bioabfallaufbereitungsanlage geplant und errichtet. Als Partner wurde BHS-Sonthofen an Bord geholt.
Das Projekt bot verschiedene Herausforderungen, unter anderem eine hohe Menge an Fremdstoffen wie Kunststoff im Biomüll sowie die Maximierung der Gasausbeute. Das Problem der ungewünschten Bestandteile im Bioabfall ließ sich durch eine verbesserte Trenntechnik lösen. Siebe, Überbandmagneten und Nahinfrarotsortierer trennen nun Bioabfall von unachtsam weggeworfenen Kunststofftüten und Metallteilen.
Schon gute Erfahrungen bei Vorversuchen
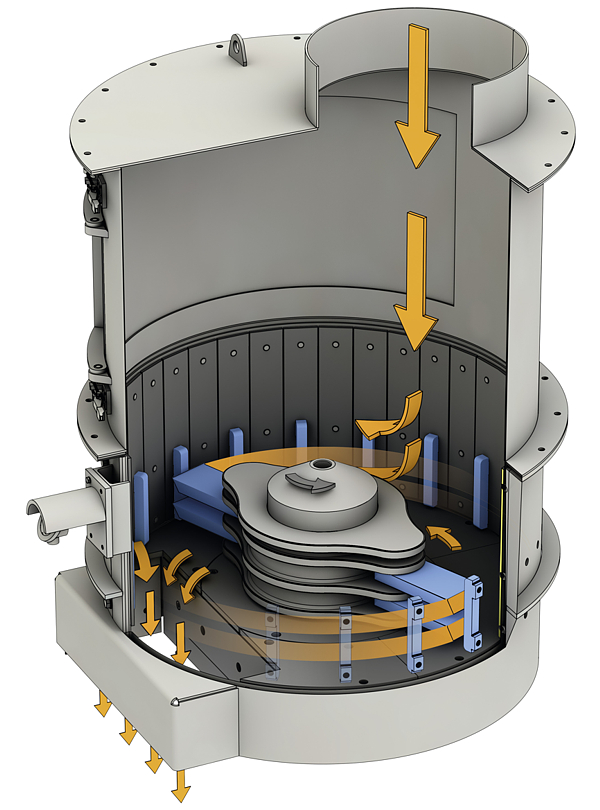
Das Aufgabegut wird von oben mittig zugeführt und durch die Zentrifugalkräfte nach außen geschleudert. Im Spalt zwischen den Schlagwerkzeugen und der Ringpanzerung wird das Material optimal zerfasert (Foto: BHS-Sonthofen GmbH)
Für die effizientere Biogaserzeugung kam BHS-Sonthofen ins Spiel. „Das Biogas wird bei der Fermentierung von Mikroorganismen erzeugt. Je zerfaserter das Material, desto mehr Siedlungsfläche haben die Bakterien“, erklärt Andreas Breuer, Bereichsleiter für Technik, Abfallmanagement, Neue Energien beim ZAK. „Bei der Planung der Anlage zusammen mit Komptech haben wir explizit den Biogrinder von BHS als Anlagenteil angefragt, da wir mit dieser Maschine schon gute Erfahrungen bei Vorversuchen gemacht haben – sie hat unser Ausgangsmaterial optimal aufgeschlossen.“ Dazu sollte die Maschine einen geringen Stromverbrauch ausweisen sowie wartungsfreundlich sein.
Jeder Aufbereitungsprozess von Biomasse ist individuell – das Eingangsmaterial bestimmt den Prozess und auch die Wahl der passenden Maschine, ihrer Ausstattung und Einstellungen. „Schon im Vorfeld zeigte sich, dass der Biogrinder das Material optimal für den nächsten Verfahrensschritt im Fermenter vorbereitet“, sagt Tobias Steinhauser, Area Sales Manager für den Bereich Recycling & Environmental Technology bei BHS. Die Maschine ist die letzte Stufe der neuen Anlage und einer Vorzerkleinerung und Sortierung nachgeschaltet.
Nicht nur wirtschaftlich ein Gewinn
Der Bioabfall wird dabei in Fein-, Mittel- und Grobfraktion aufgetrennt. Während die Grobfraktion in die Verbrennung geht, sind Fein- und Mittelfraktion für die Fermentierung in der Vergärungsanlage vorgesehen und somit zur Gaserzeugung geeignet. Die Mittelfraktion muss allerdings noch im Biogrinder weiter aufgeschlossen werden. Das Aufgabegut wird dem Biogrinder mittig von oben zugeführt. Im Innern befindet sich ein schnell laufender, sternförmig konstruierter Rotor mit vertikaler Welle und massiven Zerkleinerungswerkzeugen. „Das Aufgabegut wird durch Zentrifugalkräfte nach außen beschleunigt und durch Prall-, Schlag- und Scherkräfte intensiv beansprucht“, erläutert Steinhauser den Vorgang. „Der Prozess ist kontinuierlich; das fertig aufgeschlossene Material wird nach unten hin ausgetragen.“ Für das spezielle Aufgabengebiet und die Menge an Material wurde der Biogrinder vom Typ RBG 08 mit 90 Kilowatt ausgewählt – er verarbeitet in diesem Anwendungsfall bis zu sechs Tonnen pro Stunde.
Nicht nur wirtschaftlich ein Gewinn
Schon nach wenigen Wochen Einsatz zeigt sich Breuer vom ZAK begeistert von der neuen Anlage: „Unsere Ausbeute an Biogas konnte um fünf Prozent gesteigert werden. Und das ist nicht nur aus wirtschaftlicher Perspektive ein Gewinn – die Umwelt profitiert ebenfalls, wenn so viel Wert wie möglich aus Abfallstoffen rückgewonnen werden kann.“ Das Biogas mit circa 55 Prozent Methananteil wird in drei Blockheizkraftwerken in elektrische und thermische Energie umgewandelt – so wird Strom für umgerechnet 2.000 Haushalte und Wärme für rund 200 Haushalte bereitgestellt. „Durch die örtliche Nähe zu BHS-Sonthofen sind Wartungstechniker oder Ersatzteile schnell vor Ort, falls doch mal benötigt“, fügt Breuer als weiteren Vorteil hinzu. „So spart man zusätzlich lange Transport- und Fahrwege, was ebenfalls der Umwelt zu Gute kommt.“
(EU-Recycling 02/2020, Seite 48, Foto: BHS-Sonthofen GmbH)









